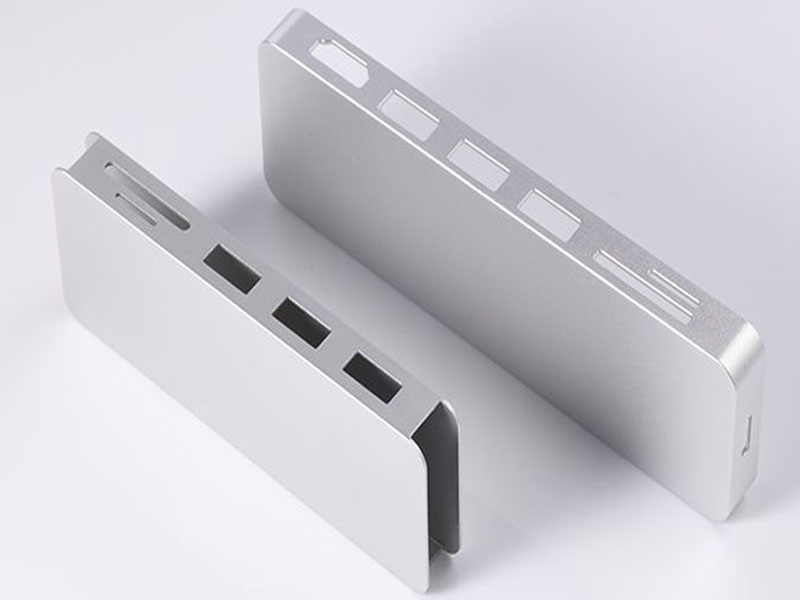
Aluminum alloy is widely used in product shells because of its high strength, light weight, good corrosion resistance and easy processing. Aluminum alloy shells have been widely used in daily life, such as: aluminum alloy shells for mobile power supplies, wireless charging aluminum alloys Shell, Bluetooth audio aluminum alloy shell, headset aluminum alloy shell, etc. The aluminum alloy shell also needs to pay attention to maintenance and maintenance, so as to make the aluminum alloy shell more durable and beautiful. So how to maintain the aluminum profile shell?
1. When there are burrs on the surface of the workpiece, be sure to remove the burrs before measuring, otherwise the measuring tool will be worn and the accuracy of the measurement results will also be affected.
2. After using the measuring tool, wipe clean the surface stains and aluminum chips, loosen the fastening device, and apply anti-rust oil on the measuring surface when it is not used for a long time (more than 1 month). When the measuring tool is not in use, it should be put in the protective box, it is best to be used by a dedicated person, and the annual review record of the measuring tool tested by an authoritative unit should be prepared.
3. Do not touch the measuring surface of the measuring tool with your hands, because sweat and other wet dirt on your hands will contaminate the measuring surface and make it rusty. Do not mix the measuring tool with other tools and metal materials to avoid damage to the measuring tool.
4. It is not allowed to use the tip of the measuring claw of the caliper as a scribing needle, compass or other tool, and it is not allowed to twist the two jaws or use the measuring tool as a chuck.
5. The storage place of measuring tools should be kept clean, dry, free from vibration and corrosive gas, and should be far away from places with large temperature changes or places with magnetic fields. The measuring tools stored in the measuring tool box should be clean and dry, and other sundries are not allowed to be stored.
6. Do not use whetstone or emery cloth to rub the surface of the measuring tool, the measuring surface and the engraved part, and it is strictly forbidden to disassemble, modify and repair by non-metering and maintenance personnel.
Get your CNC machining Aluminum Shell projects started today
When you send out 3D CAD documents to us, JY Machinery will provide you with instant price, on-demand delivery time, as well as design for manufacturability comments for your customized CNC machining components on materials and also producing process, to make sure that the component can meet your expectations as well as budget plan demands.
评论
发表评论